#产品编号:sfk5075911692243915
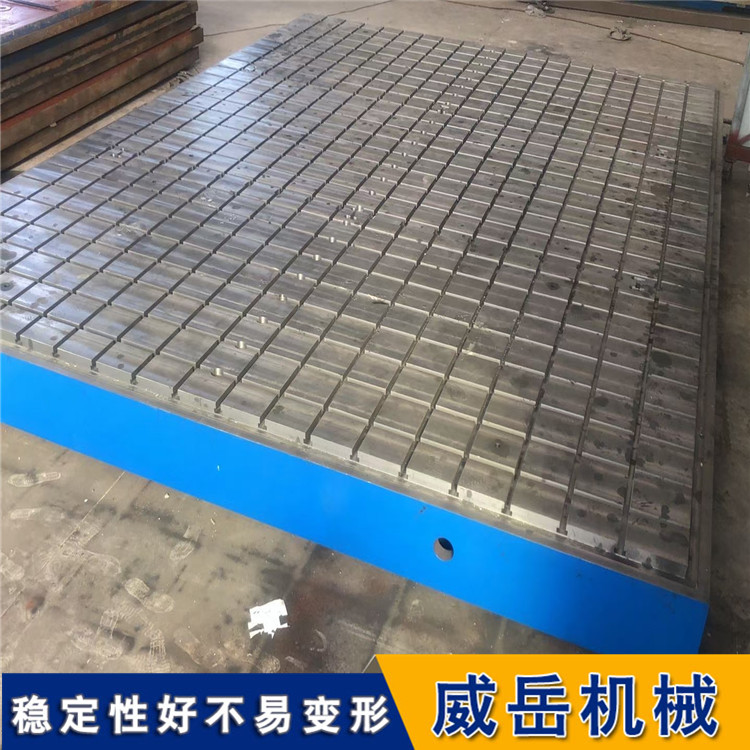
苏州铸铁装配平台平板-威岳机械
行业/加工工艺: 砂型铸造加工 压铸加工 精密铸造加工
供货模式: 现货 结算方式要求: 货到付款 预付款要求: 30%
开票能力: 增值税专用发票
所在地区: 河北省 沧州市 泊头市
▍联系方式
姓 名: 谢佳宁
详细地址: 河北省沧州市泊头市交河镇
联系电话: 15350773479
微 信: 15350773479
▍产品图片下载
▍产品详情描述
铸铁平台平板的国家标准
生产中,我们不仅要检测铸铁平台平板原材料的特性,而且要检测型砂的特性,我们检测铸铁平台平板型砂的主要性能有:
(1)湿压强度:铸铁平台平板型砂有好的湿压强度可以容易成型,砂型有很好的紧实度。反之,则型砂有松散的现象,砂型质量也差。
(2)干拉强度:干拉强度指砂型硬化后的强度,对于铸铁平台平板的实际生产有很大的影响,干拉强度小,会给上工序的工人操作造成一些麻烦,反之,则铸件的出砂性差。
(3)水分:铸铁平台平板型砂中的水分可保证型砂在成型时保证一定的紧实率,它和湿态强度有着十分密切的联系,而硬化后的砂型,我们则希望含水量越少越好。
(4)透气性:在保证铸铁平台平板能顺利浇出的前提下,透气性越大越好。对铸铁平台平板型砂质量进行有效的控制,是提高铸铁平台平板表面质量和降低废品率的关键。通常,在型砂实验室中,由实验员以一定的时间间隔从混砂机中取样,并测量湿压强度,干拉强度,水分、透气性等指标,靠这种方法并不能实现对铸铁平台平板型砂质量的控制,只能起到“事后调整”的作用,远远不能满足实际生产的需要。为此,我公司采取了下列方法对铸铁平台平板型砂质量进行了控制。
铸铁平台平板型砂水分控制:生产中,所有的砂型都在造型场地中生产,混制的型砂经过混砂机和几条运输皮带进人造型机砂斗内。由于中间环节较多,型砂水分会有蒸发,特别是夏天其水分蒸发更快,使铸铁平台平板造型时的型砂水分与混砂时的水分有差异,加上型砂运输过程中水分蒸发造成的表干层,使型砂水分不均匀,造成实际生产中灰铁机床铸件出现砂眼,粘砂次数多。为此,我们在铸铁平台平板型砂运输的过程中,作了喷水装置,为准确定量型砂水分。我们不仅在混砂机里取样,而且在现场取样,从而对比两处型砂的水分差异,以便能更好的保证型砂的性能要求。
透气性的控制:铸铁平台平板生产用原砂为海城产的硅砂,含泥量为0.52%,从原砂进厂到正式碾砂前的几个环节中,我们又增加了几道吸尘装置,经检验原砂含泥量下降到0.20%,从而增加了型砂的透气性,反映在实际生产中,就是铸铁平台平板气孔缺陷减少。
湿压强度的控制:以前碾的型砂,湿压强度刚刚合格,而且在实际生产中,粘膜现象很重要。经分析,我们归结为原材料的问题,换了另外一家水玻璃,湿压强度控制在0.9u0.13NPa,在现场使用中,反映良好,浇注出的铸铁平台平板表面光洁,无粘砂现象。
对铸铁平台平板型砂进行回性:由于受场地等各方面的限制,我公司的储砂斗很小,但我们要求储砂斗中随时都放满砂子。决不允许现混现用,这样,使混好的砂子进行一段时间的回性处理。
适时地造型浇注:在于热的夏天,铸铁平台平板砂型造好硬化后,应及时下芯,合型。否则砂型会风干、吸潮、致使表面特别是棱边,在下芯合型过程中产生掉砂,产生砂眼缺陷,对因故当天不能浇注的砂型,二天揭盖,如吸潮,进行烘干后再合型、浇注,以免灰铁机床铸件产生气孔缺陷。在寒冷的冬天,由于铸铁平台平板砂型采用Co2硬化和煤气烘烤两种硬化方式,CO:硬化是一种化学反应,硬化后砂型温度较低,煤气烘烤是通过热量使硅胶凝聚,硬化后砂型温度较高,而实际生产中,我们通常采用煤气烘烤上型,而用co2硬化下型,如果我们在铸铁平台平板砂型硬化后及时合型。那么下冷上热,就会产生热传递,铸铁平台平板出现粘砂,砂眼等缺陷。所以,在冬天,我们要尽可能在砂型达到室温后来下芯、合型。
采用如上所述措施后,铸铁平台平板型砂质量得到了有效的控制,使质量有了很大的提高。
威岳机械谢女士15350773479